|
|

Contact herman // @ // deltaprinter.co.za if you want to use Bitcoin to buy a hotend.
General description
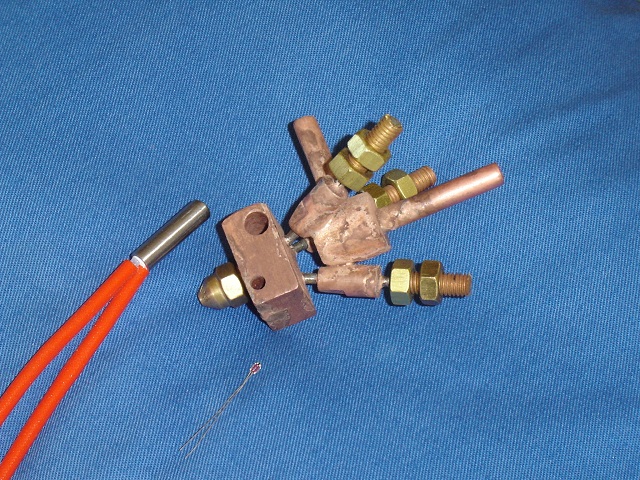
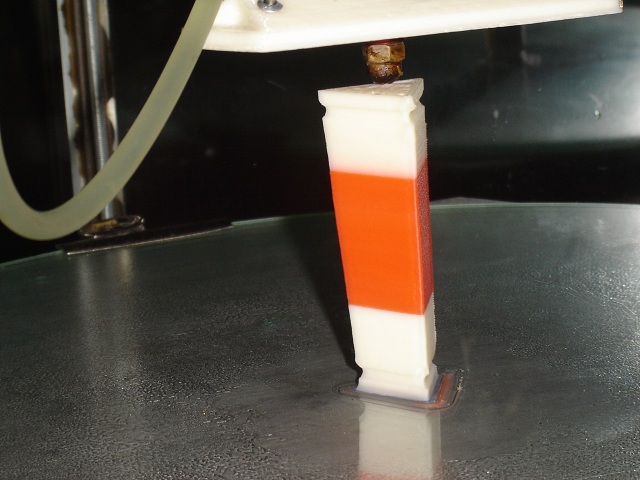
Hotend (3d printing head) with three filament feeds into a single heater block with a single nozzle.
Heatsink - Copper block with copper tubes allowing water circulation.
Thermal Barrier - Stainless steel tube - Inside diameter 2.0mm - Outside diameter 2.5 mm - Thickness 0.25 mm - Length of barrier 3mm
Second thermal barrier above the copper heat sink to protect the assembly points from heat.
Threaded brass tubes secured with Superglue onto the stainless steel tubes - protective measure - may become loose if nuts overtightened.
Heater Block - 25x25x12 mm Copper with 6 mm hole for heater cartridge and 4mm hole for the thermistor
Nozzle - the nozzle is a fairly standard M6 threaded brass dome nut with 0.5 mm hole with 1 mm orifice length.
This orifice length provides a good balance by decreasing "ooze" while not significantly increasing back-pressure.
Assembly
Insert heater cartridge into 6mm hole. Heat compound is recommended for optimal heat transfer.
Insert thermistor into thermistor hole with glass tubes as insulation.
Secure both with Kapton Tape or any other appropriate method like high temperature silicone or exhaust putty.
Crimp heater cartridge and thermistor leads to appropriate wires/connectors as required by your electronics.
You can also use high temperature self-fusing silicon tape to secure the cartridge and thermistor.
Screw on the nozzle - use a high temperature anti-seize anti-corrosion compound to prevent corrosion between the copper and brass.(Similar to this.)
Once in use do not remove nozzle while cold - always heat the hotend to operating temperature before you remove the nozzle to prevent damage.
Disassembly
Is simply the reverse of assembly however if the hotend has been used it is advised to do it while it is hot otherwise the nozzle can potentially be damaged.
Usage
Can be used normally just like most other hotends.
Temperature
The maximum operating temperature is limited by the thermistor that you use in the hotend and the way it is secured in the hotend.
Due to many variables, affecting the accuracy of the temperature readings and settings, caution is recommended when extruding at temperatures approaching this limit.
Standards of Filament
This hotend was tested with ABS plastic.
Filament size 1.75 mm
Cooling requirements
Water cooling is a highly effective method of removing excess heat. The advantages of water cooling over air cooling include water's higher specific heat capacity and thermal conductivity.
Cooling on this hotend is rather simple - connect both the pipes of the hotend with suitable pipes to a small tank at the top of the printer - fill with water and remove any air that may be trapped in the system.
Mounting
Keep the 2mm rods inside the stainless tubes of the hotend until the hotend is securely mounted to prevent damage to the upper thermal barrier.
Print your own mountings for delta printer.
Openscad and .stl files
Effector .STL
Effector .SCAD
Mounts .STL
Mounts .SCAD
If you plan on using this hotend on any other printer you will have to design your own brackets. (Please share on Thingiverse or Youmagine)
Advantages
Can be mounted on plastic.
Can be used inside a heated chamber.
One removeable nozzle
Can be used as a single hotend or a bi-colour or tri-colour hotend
Can be used as a mixing extruder with
Repetier firmware v092
No problems with levelling
All metal construction
No fan cooling
One heater element
One thermistor
Less wires
Included in package.
One (1) Xabbax Tri-colour hotend with .5 mm nozzle - without heater cartridge and thermistor
Price includes shipping anywhere in the world via standard Airmail and does not include a tracking number or insurance
You have a choice to use DHL that will include a tracking number and delivery to your street adress - at additional cost.
Shipping Information
Order Process
Orders are typically shipped within 48 hours, Monday through Friday.
International Shipping
Note: Orders are shipped from South Africa.
ATTENTION: International customers are responsible for any customs fees and/or delays that may arise.
We are not responsible for lost, uninsured packages.
Most First Class International packages are delivered within 1-4 weeks, however,
some packages can be delayed by an additional 2-6 weeks (over 95% of First Class International shipments arrive in less than 4 weeks).
To avoid delays, be sure to provide an accurate shipping address! A telephone number is also helpful, but not required.
We will repair or replace any defective product at our discretion. Warranty does not cover cosmetic imperfection, accidental damages, or defects due to mishandling, abuse, or neglect.
Return Policy
Products may be returned for repair or replacement within 14 days from shipment delivery.
Item(s) must be unused and in like-new condition.
Buyer is responsible for return shipping expenses and safe arrival of returned item(s) to us.














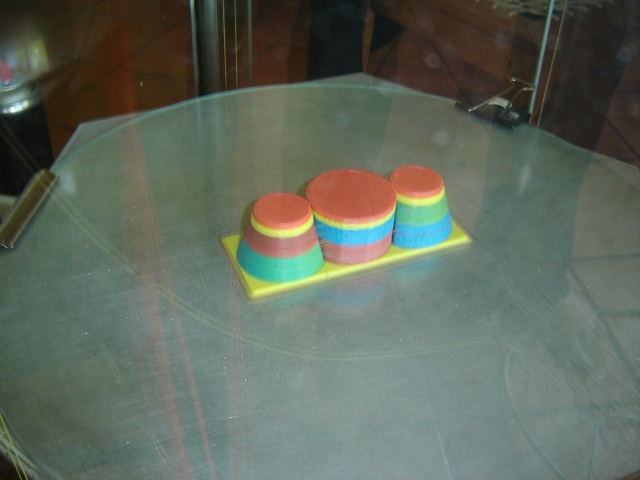
Five items above printed with colour mixing firmware using the Tri-colour hotend.
For the three items I used this g-code where I used from T0 to T15 with the eeprom settings for extruder1 extruder2 and extruder3 below.
If you do not like the colour or you have a malfuntion on one of the extruders you can change the eeprom settings in real time while you are busy printing.

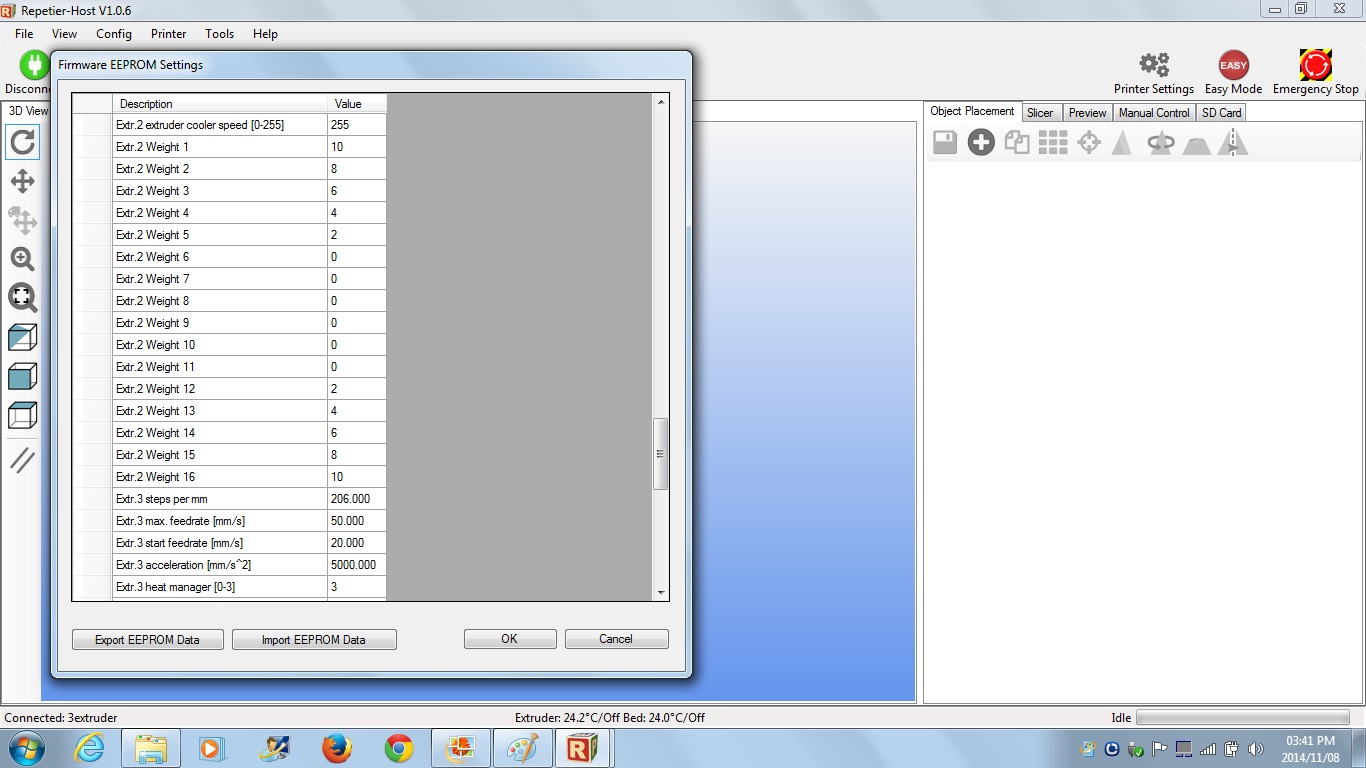

The g-code opened in Repetier_Host

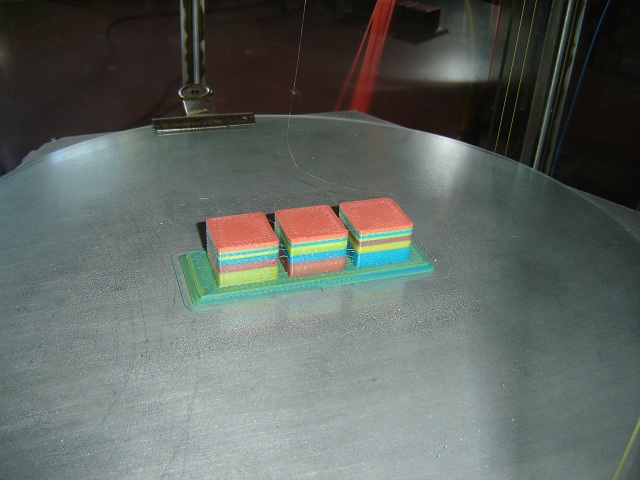

Not only vertical colour mixing but also horizontal colour mixing possible.
I designed the article in Openscad, exported the different colour components in .amf format,
then used Slic3r 1.1.7 file --> Combine multi-material STL files... to re-assemble the colour .amf files exported from Openscad
to build a complete .amf file. I then used Slic3r 1.2.1 to slice the files to a g-code file that was used to print.
(I tried Slic3r 1.1.7 for the slice but gave up because the layers were all messed up)
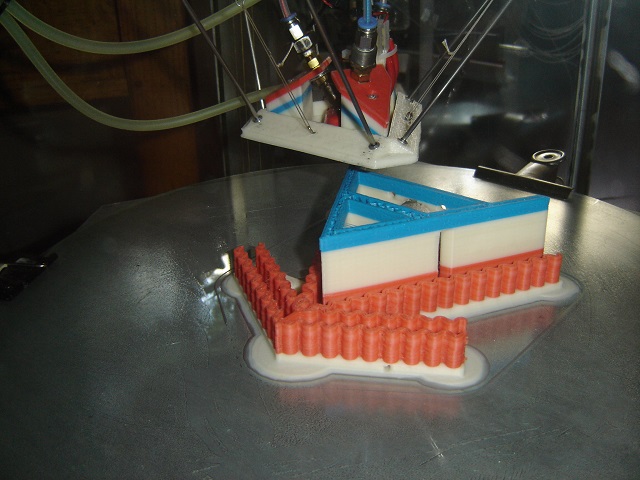
I printed the infill before the perimeters to purge the previous colour in the infill.
For the two prints above I used the same g-code but only changed the EEPROM settings
for the colour settings in Repetier-Host while printing.

My first print using the tool change code at the bottom of this page.
Purging every colour outside the printarea.
With this print I need to increase the purge length by a few mm to get a true colour in the infill.(noticeable on the green)





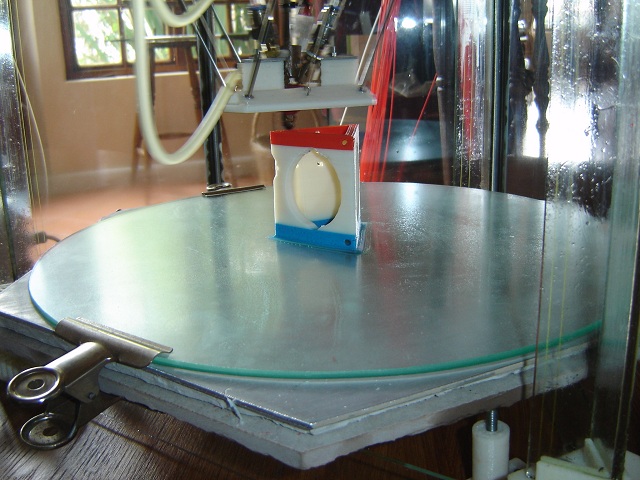



All the lithophanes except the Mona Lisa printed with the Tri-colour hotend
Tips for printing with a Tri-colour hotend
Use Wynflon - a PTFE-based aerosol lubricant(polytetrafluoroethylene) to wipe the filament before entering the hotend.
It will clean and lubricate the filament and prevent jammming of the filament in the hotend.
It has one of the lowest coefficients of friction against any solid. Its applications even extend to non-stick
coatings for pans and other cookware and can withstand temperatures from -50C to 250C.
It has very much the same effect as the PTFE liner in a standard hotend - only in liquid form.
It will prevent the plug from sticking to the sides of the stainless tube.
Tool-change GCode for purging of colours outside print area.(Repetier firmware)
Select Memory position/move to memory position(M401/M402) in Features of Configuration tool.
Use your own X Y Z coordinates for the wiper.
Insert in the GCode where you want colour change.
*** tool-change GCode start here***
M401 ; Memory position - store current Y Y Z position
G92 E0; reset extruder position
G1 E-2 F1000; retract filament of the actual extruder to prevent ooze
G1 Z125 F3000; raise z to the correct height for wipe against the wiping pad.
G1 X140 Y80 F6000; go over the center of the purge area
T[extruder number]; select the extruder that will print after the tool change execution
G92 E0;
G1 E85 F600; extrude filament to purge the hotend of the previous colour
G1 X130 Y80 Z120 F6000; wipe the nozzle
G1 X140 Y80 Z120 F6000;wipe the nozzle
G1 X130 Y80 Z120 F6000; wipe the nozzle
G1 X140 Y80 Z120 F6000;wipe the nozzle
G1 X30 Y80 Z120 F6000; wipe the nozzle
G90;
M402 X Y Z F3000; Go to the X Y Z position previously stored in memory
G92 E0;
*** tool-change GCode stop here***
*** to add pause and sound to code start here ***
@sound; Plays the sound defined in Repetier Host in Config -->Preferences -->Sounds
@pause; Waits with sending g-code until the user presses the continue button. Shows the text in the info screen.
*** to add pause and sound to code end here ***
Contact herman // @ // deltaprinter.co.za
Home
|
|